1 min read
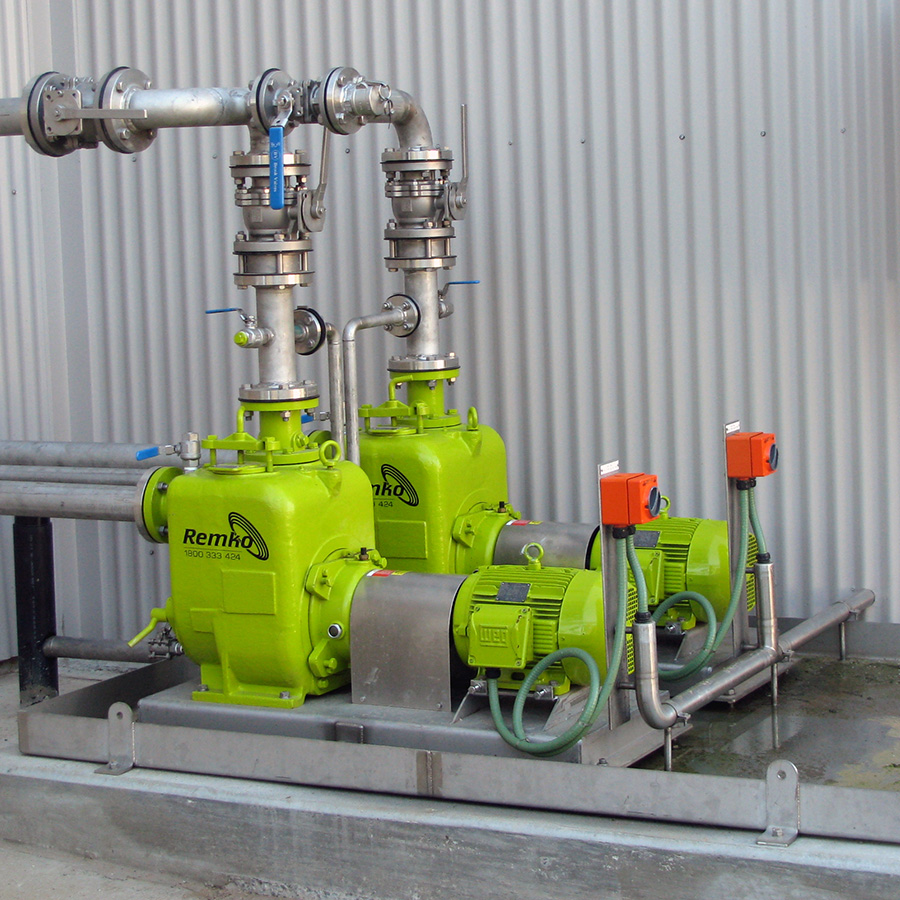
Queensland Abattoir Chooses Remko for Trade Waste Upgrade
Project focus: Trade waste pumping reliability, solids handling and lifecycle value in food processing environments. As a Queensland abattoir...
1 min read


1 min read
Project focus: Trade waste pumping reliability, solids handling and lifecycle value in food processing environments. As a Queensland abattoir...
1 min read
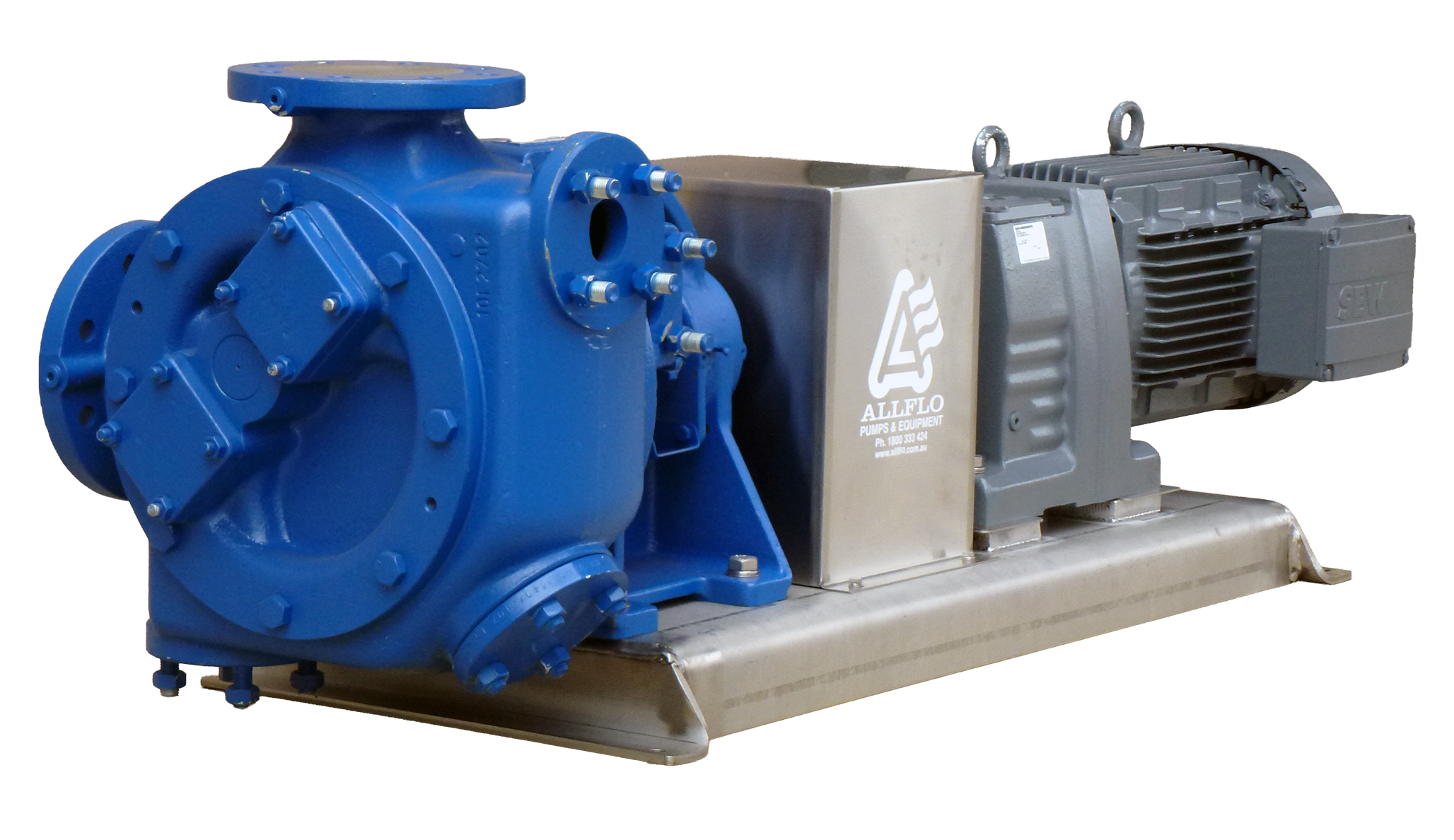
Allflo Pumps & Equipment was engaged to supply replacement pumps for a continuous chocolate transfer application, where reliability, hygiene and...
1 min read
Managing acidic trade waste requires reliable equipment, appropriate materials and effective containment. Allflo Pumps was engaged by a chemical...