.jpg?width=2000&height=898&name=BlueTeam_Hero%20(3).jpg)
.jpg?width=2000&height=898&name=BlueTeam_Hero%20(6).jpg)
-1.jpeg?width=2000&height=863&name=BlueTeam_Hero%20(7)-1.jpeg)
Chemical Resistant
Chemical Resistant


Leak-Free & Safe
Leak-Free & Safe
Handles Thick & Abrasive Fluids
Handles Thick & Abrasive Fluids
Compliance-Ready
Compliance-Ready
Reliable for Continuous Duty
Reliable for Continuous Duty
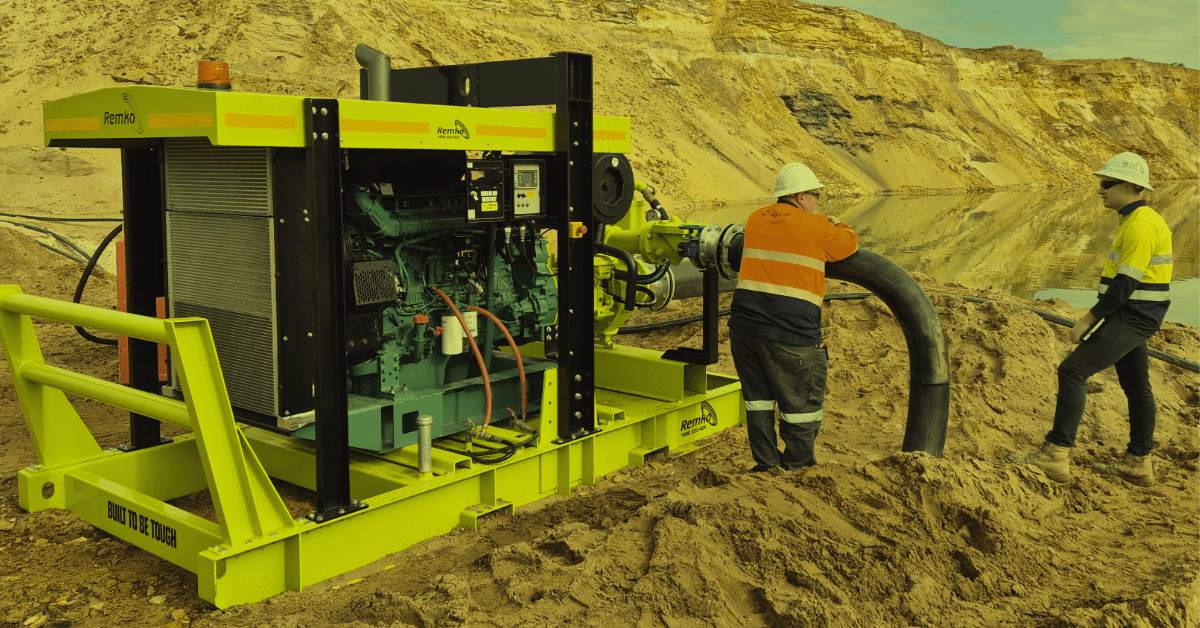
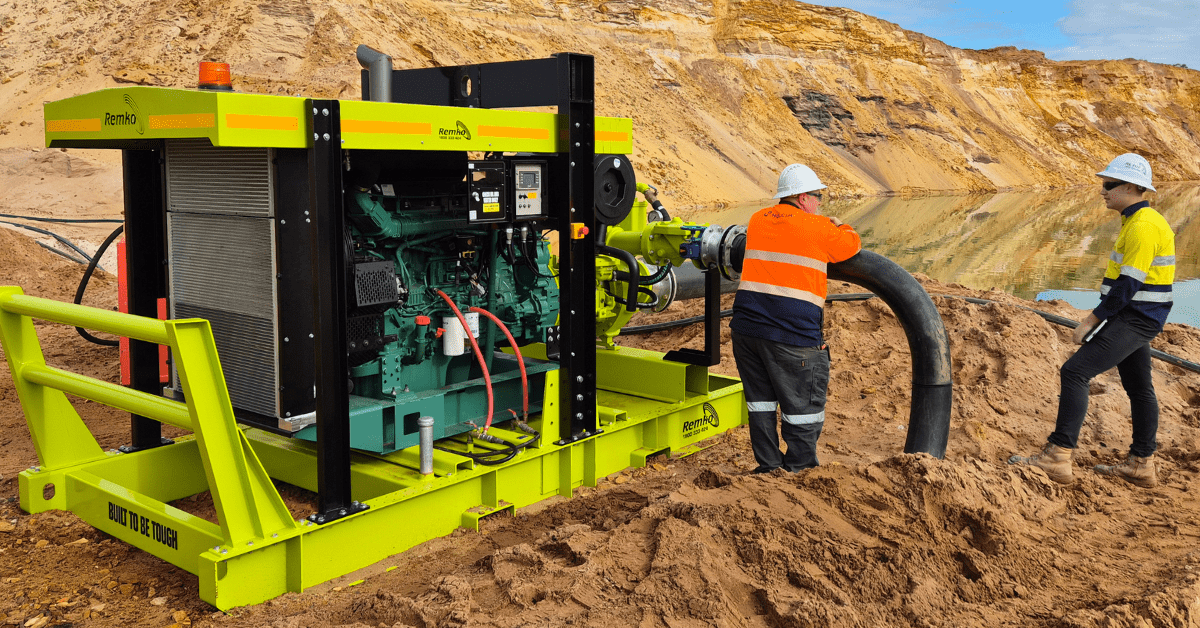






Quarry Site Efficiency Upgrade
Problem: Frequent pump breakdowns were delaying production.
Solution: Allflo supplied abrasion-resistant self-priming pumps.
Result: 40% reduction in downtime and servicing.

Custom Fire Water Storage Tank
Problem: A unique site footprint needed a space-efficient, compliant solution.
Solution: We delivered a customised & compliant tank with documentation.
Result: Full compliance and efficient use of space.

NT Mining Fire Protection System
Problem: A mining operation needed a fire system in extreme conditions.
Solution: Allflo delivered a diesel-driven fire system with remote monitoring.
Result: Reliable protection with site-specific performance.