1 min read
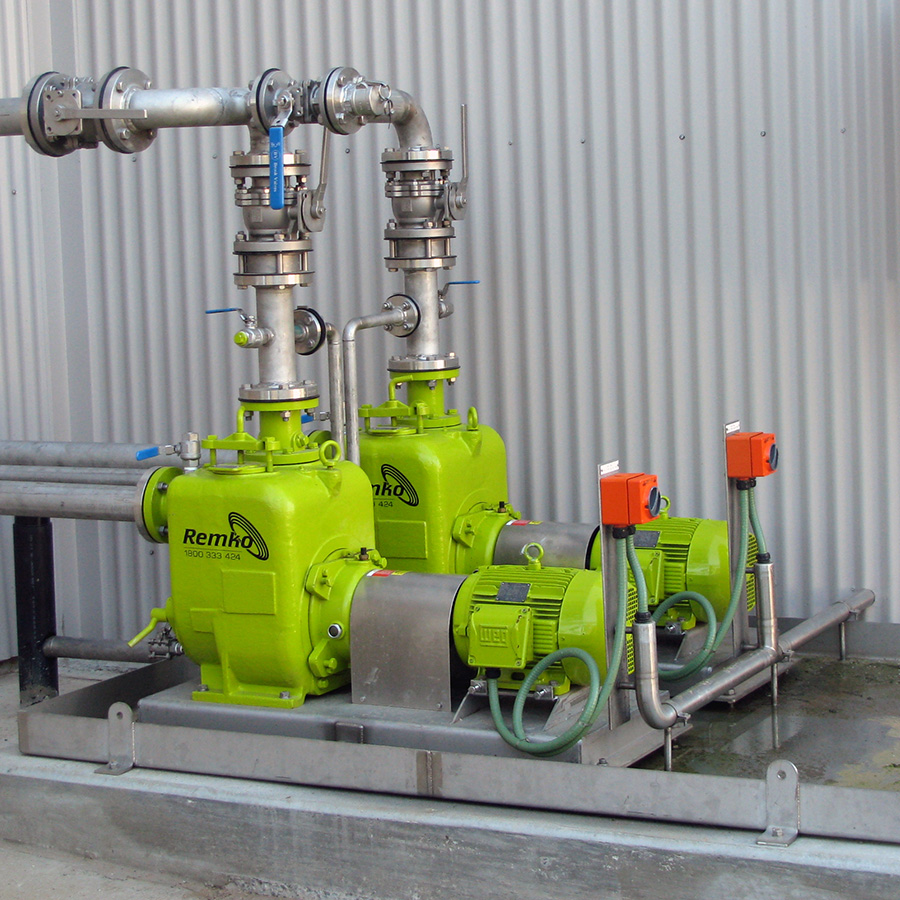
Remko Trade Waste Pumps for Dairy Manufacturing Facilities
Allflo Pumps & Equipment was engaged to design and specify trade waste pumping systems for a new dairy manufacturing facility in Australia, where...
1 min read

1 min read
Allflo Pumps & Equipment was engaged to design and specify trade waste pumping systems for a new dairy manufacturing facility in Australia, where...
1 min read
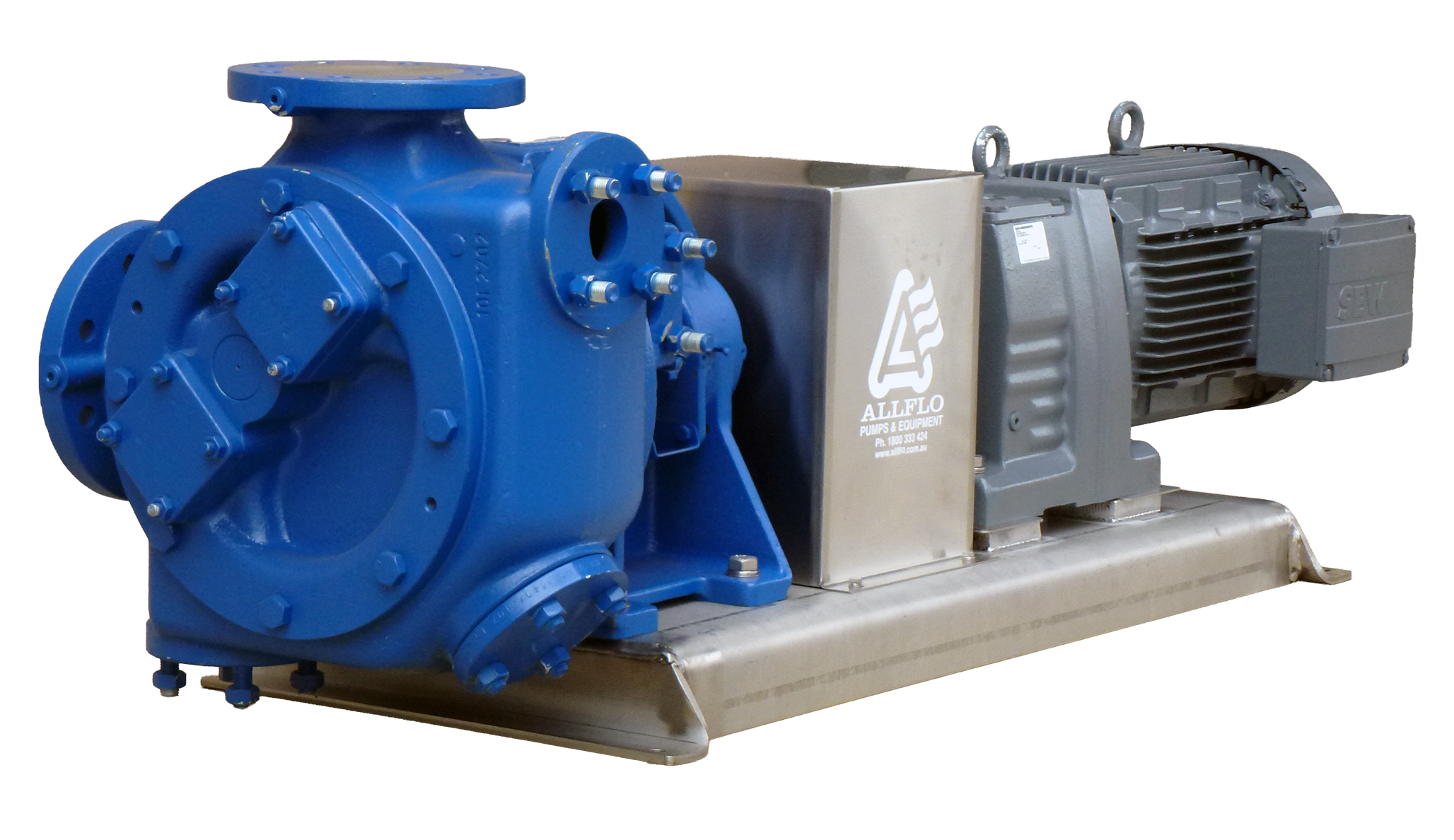
Allflo Pumps & Equipment was engaged to supply replacement pumps for a continuous chocolate transfer application, where reliability, hygiene and...

1 min read
Project focus: Trade waste pumping reliability, solids handling and lifecycle value in food processing environments. As a Queensland abattoir...