1 min read
Decanting High-Viscosity Product for a NSW Start-Up
Industry: Manufacturing / Consumer ProductsApplication: High-viscosity liquid transfer and decantingSolution: Air-operated diaphragm pump...
1 min read


1 min read
Industry: Manufacturing / Consumer ProductsApplication: High-viscosity liquid transfer and decantingSolution: Air-operated diaphragm pump...
1 min read
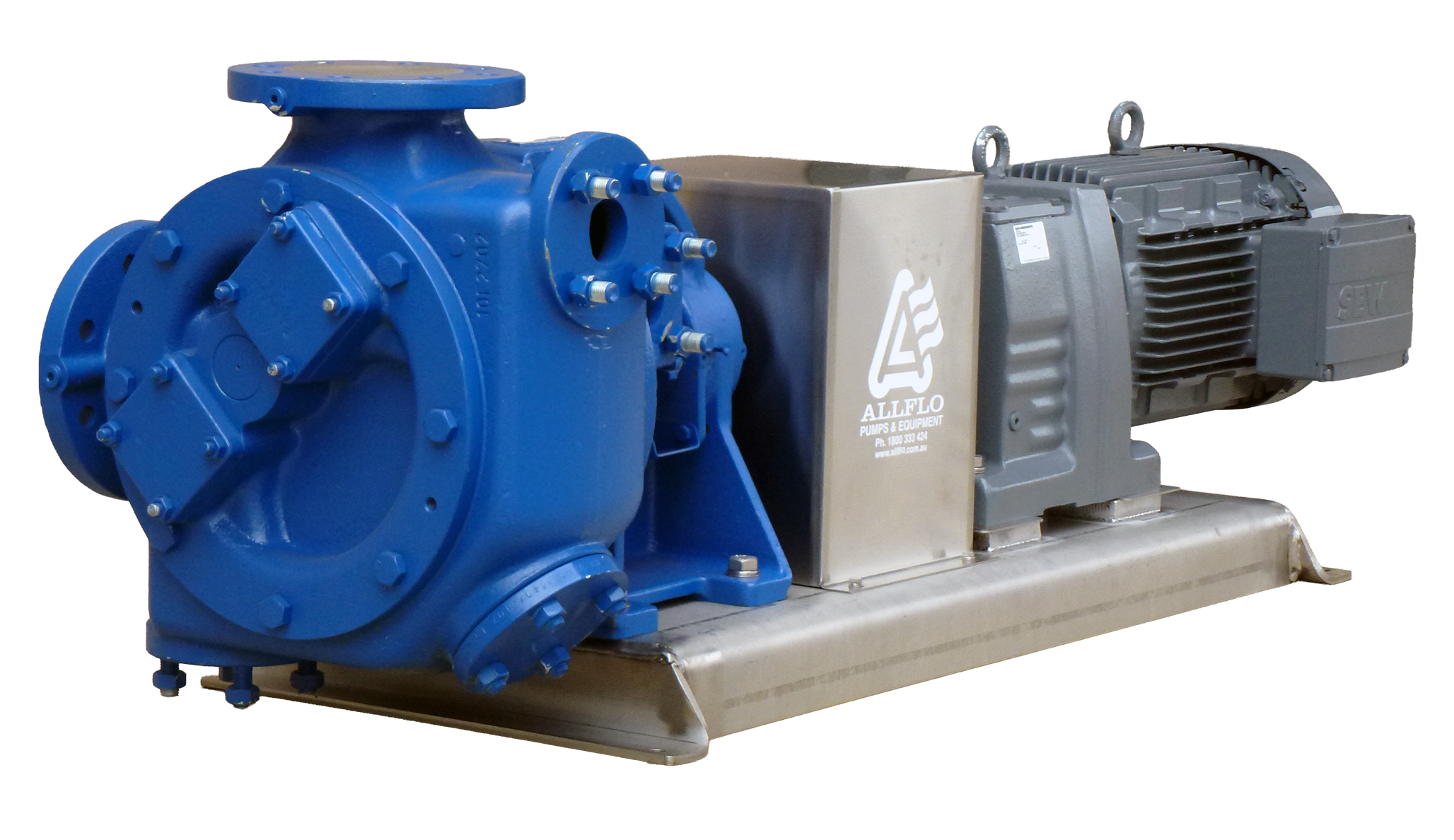
Allflo Pumps & Equipment was engaged to supply replacement pumps for a continuous chocolate transfer application, where reliability, hygiene and...
1 min read
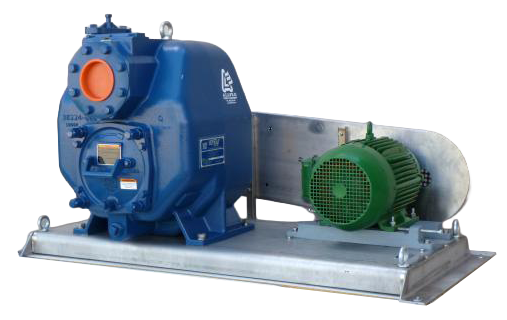
Allflo Pumps & Equipment was engaged by a long-standing customer to supply a like-for-like replacement pumpset for an existing trade waste...